
全国热线电话
13303717168

新闻资讯
联系我们
企业名称:郑州恒达感应加热技术有限公司
联系人:马国团
手机:13303717168
邮箱:511321861@qq.com
网址:www.hdjiare.net
地址:郑州市荥阳市科技二路1号荥阳装备制造产业园23A号楼103
轮毂轴感应热处理工艺
发布日期:2019-10-24 作者:恒达加热 点击:
轮毂轴感应热处理工艺
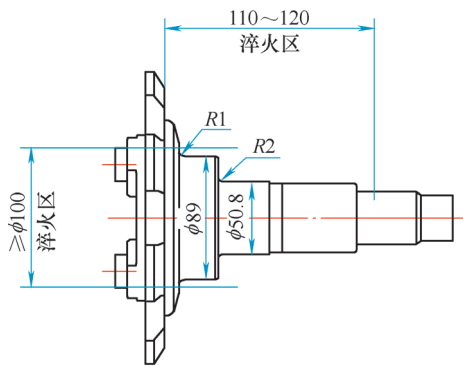
轮毂轴(见图)是汽车轮边减速器中重要的零部件,其质量对汽车整车质量有非常大的影响,汽车行业对其性能要求也越来越高。轮毂轴的作用主要是作为承重件和为轮毂的传动提供精确引导,其既承受径向载荷又承受轴向载荷,因此对尺寸精度和形位公差要求较高,这就对其机加工及热处理等过程工序提出了更高要求。本文仅对其感应热处理工艺开发进行论述,寻求一种最佳工艺方案,以达到高效、低成本绿色制造的目的。

轮毂轴感应热处理技术要求
轮毂轴采用模锻工艺进行生产,主要生产工艺为:模锻→粗车→调质→精车→感应热处理→精磨→总成装配,其材质为42CrMo,调质后的硬度为250~280HBW,材料化学成分的检测结果如表1所示。
图样技术要求:感应热处理有效硬化层深4~7mm,R1、R2处允许3~7mm,φ89mm外圆端角部允许6~13mm;淬硬区如图2所示,表面硬度50~64HRC;金相组织为针状马氏体,级别为3~8级。
轮毂轴感应热处理工艺开发
1. 感应加热方式
根据轮毂轴淬火区域分析:轮毂轴为变截面台阶轴,同时要求圆角感应淬火且110~120mm范围内硬化层连续,因此本次工艺开发中的感应加热方式选择同时加热淬火即一次加热淬火,此加热方法是将淬火工件需要淬火硬化的区域同时置于感应器中加热,达到加热温度后同时冷却;此加热方式由于工件淬硬区域感应器的相对位置不变,淬硬层较均匀,且操作简单,生产效率较高,但对电源功率要求必须足够大,以满足淬火需求。
2. 感应器的设计及制作
根据轮毂轴淬火区域及加热方式需要,本次感应器整体上为半圈式矩形感应器,由于要兼顾不同直径的轴向及圆角加热,因此轴向加热的有效圈需尽可能做成仿形结构,周向加热的有效圈需旋转一定角度(一般情况为45°),以满足变截面处平面及圆角的加热,同时在有效圈导体装上“Π”形导磁体,使电流最大集聚在导体表面,以提高加热效率。本工艺开发中的轮毂轴存在两个圆角R1、R2需同时加热且淬火温度相当,这就需要对圆角R1、R2处加热的有效圈长度及“Π”形导磁体进行合理的分配,确保淬火温度一致,这就需要多次的工艺试验来确定最终的分配比例。
有效圈内径的设计可参考D=d+2a(其中d为零件直径,a为零件和感应器有效圈之间的间隙),在感应器设计中为了防止轮毂轴花键的顶部温度过高,此处工件与感应器有效圈内径之间的距离a取最小值6mm;有效圈的高度按照H=(1.05-1.2)L(L为淬硬区域的长度)设计。本感应器设计中L取淬火区域要求的最小值,系数取1.1;实际设计感应器过程中有效圈的高度H总比淬火区域长,这是因为感应淬火时工件的淬硬区存在边缘效应,导致在实际淬火过程中工件淬硬区的两端淬硬层浅而中间深,因此在感应器设计时感应器有效圈的高度比淬火区域长,以保证淬火区域及淬火硬化层深满足技术要求;冷却装置采用4个喷水盒固定在感应器上,均匀分布在轮毂轴周围,感应器及加热方式如图所示。

3. 感应热处理工艺参数的确定
在感应器设计完成后,最重要的工序就是感应淬火工艺的调试,而在调试过程中频率、功率等与电源相关的加热参数是非常重要的。本次工艺开发中使用的设备为IGBT晶体管变频电源,采用ZTVC-2双工位淬火机床,输出最大功率350kW,工作频率为4~20kHz和20~80kHz两个频段。
(1)频率的选择
频率的选择不是选择某一正确的频率值,而是选择最为合适的频率数量级,即合理的频率范围。合理的频率段在能量利用、工件质量等方面明显的优势,频率选择的合理可实现透入式加热,反之即为传导式加热,在感应加热过程中透入式加热要优于传导式加热。根据理论分析,频率的选择范围为15625/x2<f<250000/x2,一般情况下频率最佳值为f=60000/x2,(x为淬硬层深度,mm);经过计算本次工艺试验频率f取12kHz。
(2)比功率及电源功率的选择
在采用中频电源时,比功率P0=0.5~2kW/cm2;一般情况下,电流频率越低,工件尺寸(直径)越小,要求的淬硬层深度越浅,选择的比功率就越大;反之,则选择的比功率越小。
根据零件加热面积,通过推荐的比功率计算和选择电源功率,电源功率可通过下式计算:
P=AP0/η1η2
式中 P——电源功率(kW);
A——工件同时加热的表面积(cm2);
P0——比功率(kW/cm2);
η1 ——淬火变压器效率,常取80%;
η2 ——感应器效率,常取80%。
经计算选择的电源功率约为160kW。
(3)淬火冷却介质及冷却时间的选择
冷却方式采用感应加热淬火中最常见的喷射冷却;选用PAG水基淬火冷却介质,其浓度为3%~5%;由于采用的是一次加热淬火,因此冷却的喷射压力选择相对较大的0.25MPa;冷却时间根据tc=(1~2)tH 进行计算,tc要经过试用或修正后才能最后确定。冷却时间是否合适,主要表现为零件的表面硬度、硬化层深度及硬化层的金相组织是否符合技术要求。
(4)最终工艺参数
经过多轮工艺调试最终确定工艺参数如表2所示。

感应热处理后的轮毂轴如图所示。

感应器热处理后的轮毂轴
轮毂轴感应热处理结果检测
1. 淬火宏观形貌
感应热处理后的零件经磁粉无损检测,未发现任何淬火缺陷后对零件进行解剖切样,其淬火宏观形貌如图5所示,轴向淬火长度118mm;周向淬火直径111mm,满足轮毂轴管技术要求中对淬火区域的要求。
2. 硬度检测
硬度值检测直接在轮毂轴宏观形貌检测,由于淬火区域比较大,为保证硬度值检测的真实全面,因此确定了硬度的检测区域A、B、C、D、E、F共6个位置点(见图5),硬度值检测结果如表3所示,硬度值均满足表面硬度50~64HRC的技术要求。

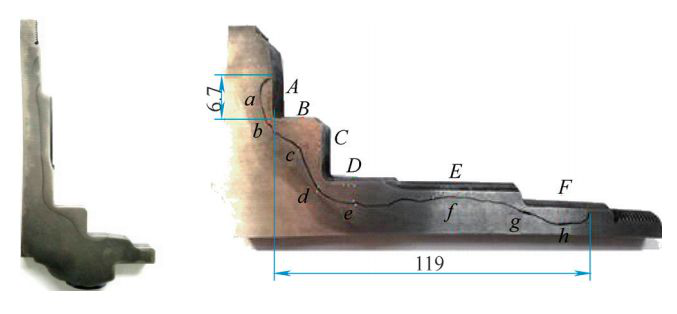
图5 轮毂轴淬火区域宏观形貌样件
3. 淬硬层深度
感应热处理的淬硬层深可采用金相法或者硬度法,本次检测采用硬度法(临界硬度取45HRC),由于轮毂轴属于变截面轴,其各个位置淬硬层深度也不同,选取a、b、c、d、e、f、g、h共8个位置点的层深进行检测(见图5),淬硬层深度检测结果如表4所示,淬硬层满足有效硬化层深4~7mm的技术要求。

4. 金相显微组织及评级
依据标准JB/T 9204-2008对金相组织进行检测,金相显微组织为回火马氏体,如图6所示,评级为4~6级,满足技术要求。
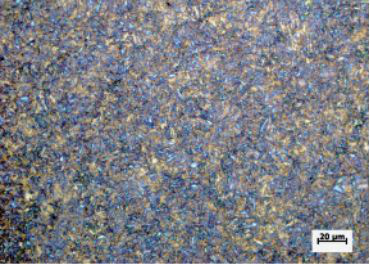
图6 轮毂轴感应热处理金相显微组织
结语
(1)经过检测轮毂轴的淬火形貌、硬度、淬硬层深、金相显微组织及组织评级的检测结果均满足技术要求。
(2)合格的检测结果说明前期的感应器设计合理,感应热处理工艺调试及工艺参数的选择正确。
(3)轮毂轴的感应热处理工艺已经推向批量生产,到目前为止未出现任何淬火质量问题,类似产品在感应热处理工艺开发过程中可借鉴本文中的感应器设计原则及其工艺参数的选择。
本文网址:http://www.hdjiare.net/news/481.html
关键词:轮毂淬火设备,中频轮毂淬火电源,恒达加热轮毂热处理设备
最近浏览:


Copyright ©郑州恒达感应加热技术有限公司 备案:豫ICP备16036695号-1 技术支持:拓之琦 营业执照